

我们精心制作的耐磨板nm400耐磨钢板切割多种规格可选产品视频已经准备就绪,【解锁新品!】耐磨板nm400耐磨钢板切割多种规格可选产品视频,带你穿越新品体验之旅!
以下是:耐磨板nm400耐磨钢板切割多种规格可选的图文介绍
哈曼金属材料有限公司(青田分公司)将以雄厚的经济技术实力,优良的 耐候景观雕塑产品品质,铸造中国 耐候景观雕塑新品牌新形象。公司始终坚持“诚信务实、服务社会”的经营理念,愿与国内、外各界朋友真诚合作,共同为建设事业做出更大贡献!携手发展!共创美好明天!



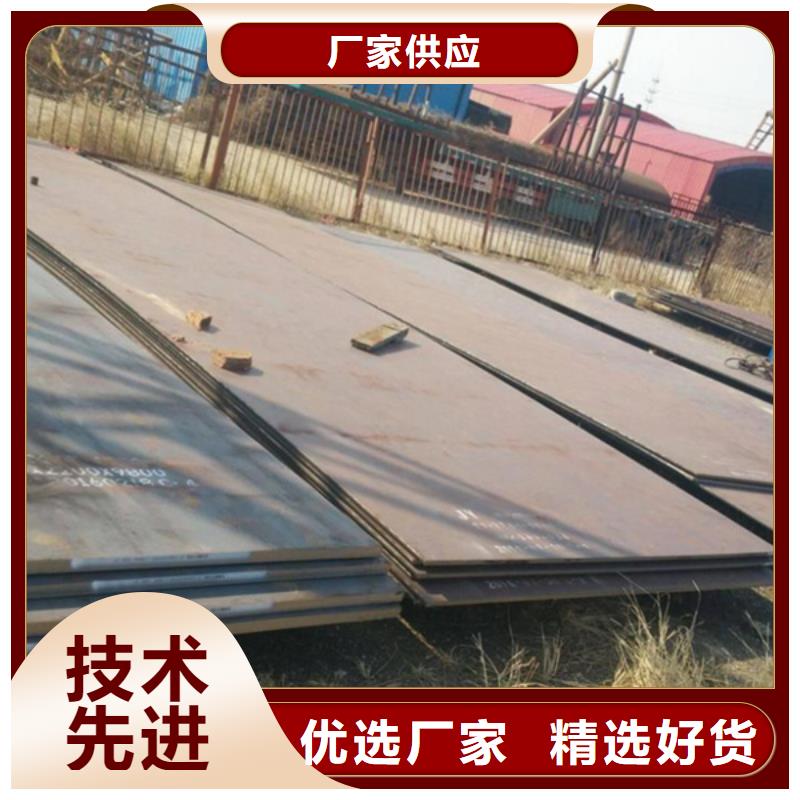
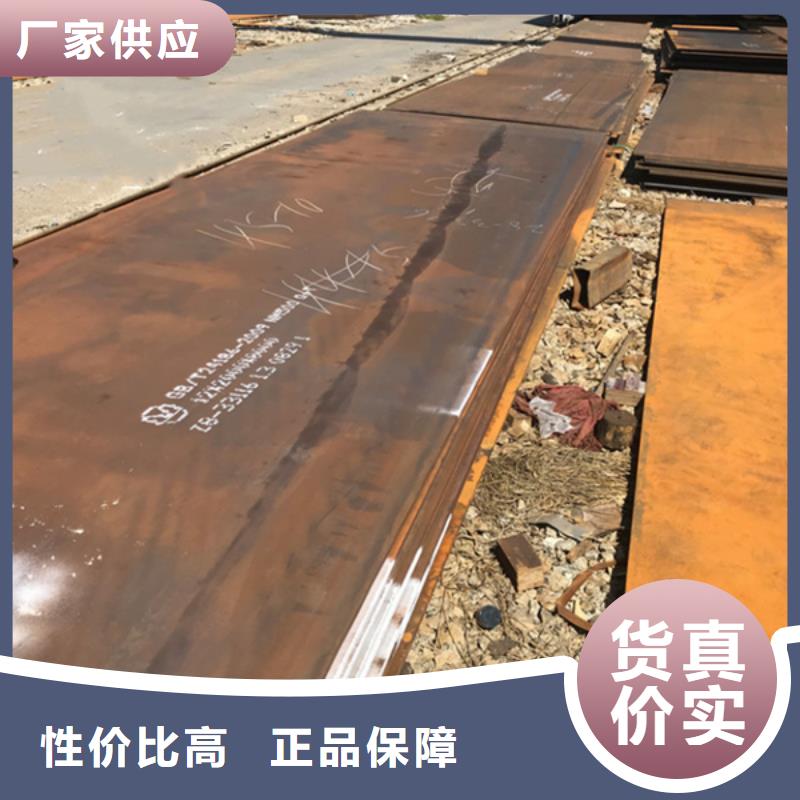
火电厂:中速磨煤机筒体衬板,风机叶轮窝壳,除尘器入口烟道,灰渣导管,斗轮机衬板,分离器连接管,碎煤机衬板,煤斗及破碎机衬板,燃烧器烧嘴,落煤斗和漏斗衬板,空预器支架护瓦,分离器导向叶片。上述零部件对耐磨钢板的硬度和耐磨强度没太高的要求,可以用材质为NM360/400厚度6-10mm的耐磨钢板。 2)煤场:送料槽及漏斗内衬,料斗衬套,风机叶片,推料机底板,旋风收尘器、焦炭导向器衬板,球磨机内衬,钻头稳定器,螺旋加料器料钟及基座,揉捏机铲斗内衬,环形送料器、翻斗车底板。煤场作业环境恶劣,对耐磨钢板的耐腐蚀性和耐磨强度有一定的要求,使用材质为NM400/450 HARDOX400厚度8-26mm的耐磨钢板。 3)水泥厂:溜槽内衬,末端衬套,旋风收尘器,选粉机叶片和导向叶片,风扇叶片及内衬,回收斗内衬,螺旋输送机底板,管道组件,熔块冷却盘内衬,输送槽衬板。这些部件也需要耐磨性、耐腐蚀性要好一点的耐磨钢板,可以用材质为NM360/400 HARDOX400厚度8-30mmd的耐磨钢板。 4)装载机械:卸轧机链板,料斗衬板,抓斗刃板,自动翻斗车翻斗板,自卸车车身。这就需要耐磨强度和硬度极高的耐磨钢板,建议使用材质为NM500 HARDOX450/500厚度在25-45MM的耐磨板。



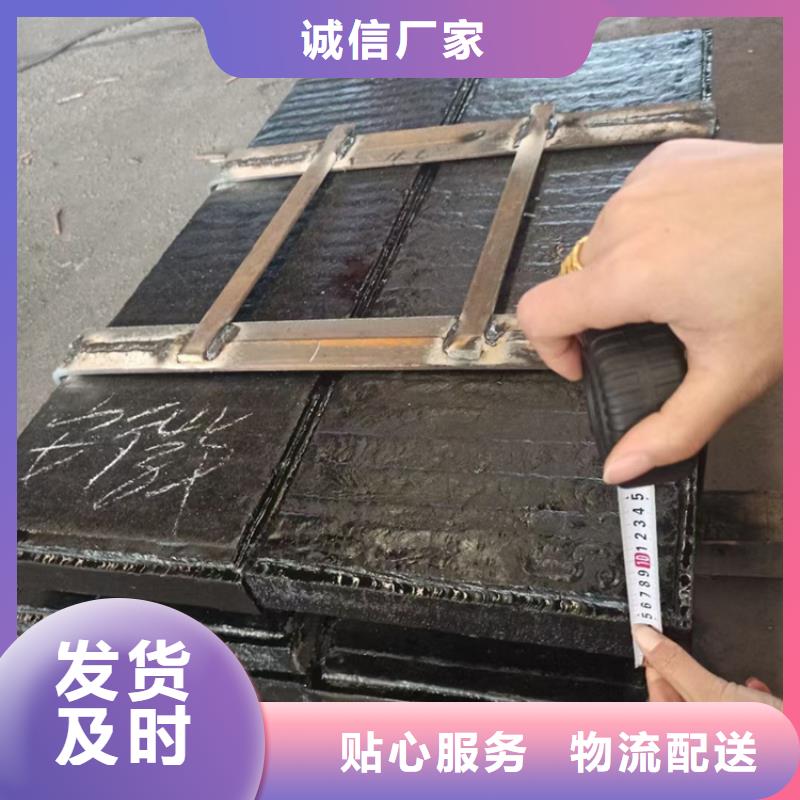
预热切割:钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。
注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。耐磨板


预热有利于减低双金属耐磨复合板热影响区的硬度,防止产生冷裂纹,这是焊接双金属耐磨复合板的主要工艺措施;预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃,含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。应力的回火温度为600~650℃。若焊后不能进行应力热处理,应立即进行后热处理。耐磨板



